
یہ PPSU رال کے ساتھ ہائی ٹمپریچر مولڈ کے لیے 3 پوائنٹس ہیں۔
PPSU مواد کے کیا فوائد ہیں؟
PPSU پلاسٹک کی قلیل مدتی درجہ حرارت کی مزاحمت 220 ڈگری تک زیادہ ہے، اور طویل مدتی درجہ حرارت 180 ڈگری تک پہنچ سکتا ہے، اور یہ 170-180 ڈگری کے تیل کے درجہ حرارت کے ماحول کو برداشت کر سکتا ہے۔PPSU حصوں میں اچھی جہتی استحکام ہے، اور یہ گرم پانی/ریفریجرینٹ/فیول آئل کو برداشت کر سکتے ہیں۔اس بہترین پراپرٹی کے ساتھ، PPSU کو اعلیٰ معیار کی تکنیکی اور زیادہ بوجھ والی مصنوعات تیار کرنے کے لیے استعمال کیا جا سکتا ہے۔اب یہ دھاتوں، سیرامکس اور سخت پولیمر کو تبدیل کرنے والا پہلا مواد بن گیا ہے۔
PPSU پلاسٹک کو گرم کھانوں کی تیاری اور دوبارہ گرم کرنے میں تیزی سے استعمال کیا جا رہا ہے، خاص طور پر ہائی وولٹیج کے اجزاء کے لیے جن میں اعلیٰ جہتی استحکام اور اچھی مکینیکل اور اچھی برقی موصلیت کی خصوصیات کے ساتھ ساتھ ہائی تھرمل ایجنگ مزاحمت، بہترین آگ کی مزاحمت، اور کیمیائی سنکنرن کے خلاف اچھی مزاحمت ہونی چاہیے۔ اور hydrolysis.
اس کے ساتھ، یہ صنعتوں جیسے ایرو اسپیس، الیکٹریکل اور الیکٹرانک اجزاء، آٹوموٹو اور نقل و حمل کی وسیع رینج میں ایک اہم مواد بن جاتا ہے۔
PPSU مولڈنگ کے لیے درجہ حرارت کنٹرول کیسے کریں؟
دیگر انجینئرنگ تھرموپلاسٹک کی طرح، اعلیٰ معیار کے مولڈ حصوں کی مستحکم پیداوار کے لیے اعلی درجہ حرارت کے انجیکشن مولڈ کے درجہ حرارت کے عین مطابق کنٹرول کی ضرورت ہوتی ہے۔پانی اور تیل دونوں 140 اور 190 ڈگری کے درمیان سڑنا کے درجہ حرارت کو مستحکم طور پر کنٹرول کرسکتے ہیں۔اگر درجہ حرارت کنٹرول کا سامان اچھا ڈیزائن کیا گیا ہے تو، تقریبا 200 ڈگری پانی کو درجہ حرارت کنٹرول میڈیا کے طور پر استعمال کیا جا سکتا ہے.الیکٹرانک درجہ حرارت کنٹرول بھی بعض صورتوں میں استعمال کیا جا سکتا ہے۔انجیکشن مولڈنگ سے پہلے، پی پی ایس یو مواد کو خشک کیا جانا چاہئے، ہم تجویز کرتے ہیں کہ مواد کو 150-160 ڈگری کے درجہ حرارت پر 3-6 گھنٹے تک خشک کریں۔انجیکشن مولڈنگ مشین کے بیرل کو کافی صاف کیا جانا چاہئے۔اور انجیکشن کے درجہ حرارت کو 360-390 ڈگری کے ارد گرد کنٹرول کرنے کی سفارش کی جاتی ہے۔
PPSU مواد کے لیے ہائی ٹمپریچر انجیکشن موڈز کیسے بنائیں؟
PPSU مواد کے لیے انجکشن مولڈ کو اعلی درجہ حرارت مولڈنگ ٹول کے طور پر نسبتاً زیادہ درجہ حرارت برداشت کرنے کے قابل ہونا چاہیے۔مناسب مکینیکل ڈیزائن کو اپنانے اور مناسب مولڈ مواد کو منتخب کرنے کے علاوہ، کولنگ چینلز، سیلز اور کنیکٹرز کے ڈیزائن کو بہتر بنانے کے لیے گرمی سے بچنے والی اور دباؤ سے بچنے والی ہوزز کا بھی استعمال کیا جانا چاہیے۔
ڈیزائن پوائنٹس:
1. اسٹیل کا انتخاب اور علاج: a)۔سڑنا کا درجہ حرارت 140 سے 150 ڈگری پر مبنی ہونا چاہئے، اور بڑے پیمانے پر پیداوار میں سڑنا کی زندگی پر غور کیا جانا چاہئے.ب)۔مولڈ ہیٹ ٹریٹمنٹ کا مجموعی طور پر HRC60-65 ہونا ضروری ہے۔c)۔الیکٹروپلاٹنگ ٹریٹمنٹ مولڈنگ سروس لائف کو بڑھا سکتا ہے۔
2. رنر شکل: گول یا trapezoid مناسب ہے.ایک ٹھنڈا سلگ کنواں بھی درکار ہے۔
3. گیٹ کی اقسام: پن پوائنٹ گیٹ، ٹیب گیٹ، ڈسک گیٹ، اسپوک گیٹ، سائیڈ گیٹ، ڈائریکٹ گیٹ اور سب گیٹ۔
4. گیس وینٹنگ: PPSU میٹریل مولڈ کے لیے وینٹنگ بہت اہم ہے۔کافی نہ نکالنا جلنے، رنگ کی تبدیلی اور کھردری سطح وغیرہ کا سبب بنے گا۔گیس وینٹ عام طور پر 0.015~0.2mm اونچائی اور 2mm سے زیادہ چوڑا ہوتا ہے۔
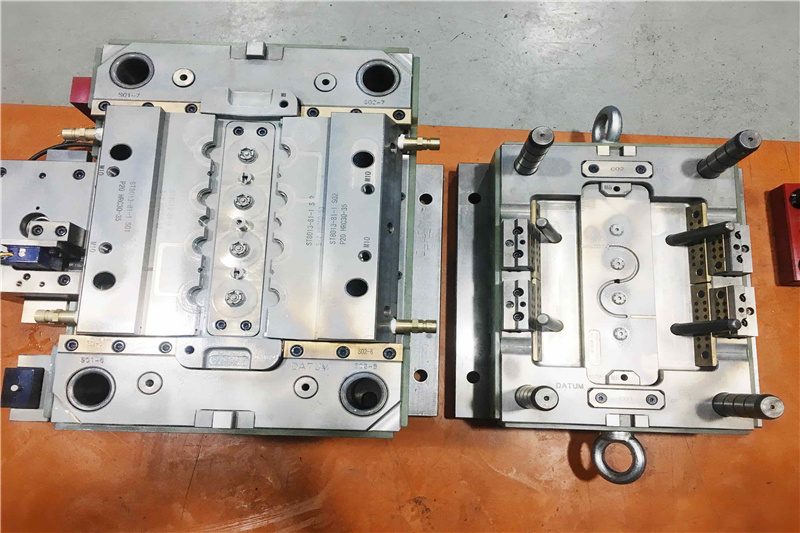
سن ٹائم پریسجن مولڈ میں PPSU اور PEEK جیسے مواد کے لیے ہائی ٹمپریچر مولڈ کے لیے پلاسٹک انجیکشن مولڈ بنانے کا بھرپور تجربہ ہے۔صارفین ہمارے اعلیٰ معیار اور تیز رفتار لیڈ ٹائم سے بہت خوش ہیں۔ذیل کی تصویر اعلی درجہ حرارت کے سانچے میں سے ایک ہے جسے ہم نے پلمپنگ اور فٹنگ حصوں کے لیے بنایا ہے۔یہ ایک 4 گہا آٹو ان سکریونگ مولڈ ہے۔اس قسم کے سانچوں کے بارے میں مزید معلومات کے لیے، براہ کرم ویب سائٹ پر ہمارا کیس اسٹڈی دیکھیں:https://www.suntimemould.com/auto-unscrewing-plastic-injection-mould-with-ppsu-material-high-temperature-mold-product/
پوسٹ ٹائم: دسمبر-18-2021





