
| آلات اور قسم | ملٹی کیویٹی پلاسٹک انجیکشن مولڈ کے ذریعہ تیار کردہ الیکٹرانک صحت سے متعلق اجزاء، | |||||
| حصہ کا نام | موبائل کنیکٹر | |||||
| رال | پاؤڈر دھات کاری کا مواد | |||||
| گہا کی تعداد | 1*8 | |||||
| مولڈ بیس | S50C | |||||
| گہا اور کور کا اسٹیل | S136 HRC 52-54 | |||||
| آلے کا وزن | 450 کلو گرام | |||||
| ٹول کا سائز | 450X350X370mm | |||||
| ٹن دبائیں۔ | 90T | |||||
| مولڈ لائف | 1000000 شاٹس | |||||
| انجیکشن سسٹم | ہاٹ رنر، 2 پی سیز مولڈ ماسٹر ہاٹ ٹپس | |||||
| کولنگ سسٹم | تیل سے ٹھنڈک، سڑنا درجہ حرارت 120 ڈگری | |||||
| انجیکشن سسٹم | دو قدموں کا اخراج | |||||
| خصوصی نکات | پاؤڈر میٹالرجی مواد، صحت سے متعلق انجیکشن مولڈ، ہاٹ رنر، 8 کیویٹی مولڈ، مختصر سائیکل کا وقت | |||||
| مشکلات | اعلی صحت سے متعلق رواداری، اعلی درجہ حرارت مولڈ، مختصر مولڈ بنانے کا لیڈ ٹائم اور بہت مختصر مولڈنگ سائیکل کا وقت۔مواد پاؤڈر میٹالرجی مواد ہے جس میں ٹھنڈک کا کم وقت اور انجیکشن مشینوں کی زیادہ مانگ ہے۔ | |||||
| وقت کی قیادت | 4 ہفتے | |||||
| پیکج | پلاسٹک مولڈنگ کی پیداوار کے لئے چین میں سڑنا رہنا | |||||
| اشیاء کی پیکنگ | سٹیل کی سرٹیفیکیشن، فائنل 2D اور 3D ٹول ڈیزائن، ہاٹ رنر دستاویز، اسپیئر پارٹس اور الیکٹروڈز… | |||||
| سکڑنا | 1.005 | |||||
| سطح ختم | SPI B-1 | |||||
| انجیکشن مولڈنگ سائیکل کا وقت | 9 سیکنڈ | |||||
| مولڈنگ کے بعد مصنوعات کا دوسرا علاج | مولڈ مصنوعات کے لئے گرمی کا علاج | |||||
| کو برآمد کریں۔ | پلاسٹک مولڈنگ کی پیداوار کے لئے چین میں سڑنا رہنا | |||||
مشکلات
اعلی صحت سے متعلق رواداری، اعلی درجہ حرارت مولڈ، مختصر مولڈ بنانے کا لیڈ ٹائم اور بہت مختصر مولڈنگ سائیکل کا وقت۔
مواد پاؤڈر میٹالرجی مواد ہے جس میں ٹھنڈک کا کم وقت اور انجیکشن مشینوں کی زیادہ مانگ ہے۔
پاؤڈر دھات کاری کیا ہے؟
پاؤڈر میٹالرجی ایک مینوفیکچرنگ کا عمل ہے جو دھاتی ذرات کے دباؤ والے کمپیکشن اور سنٹرنگ کو استعمال کرتا ہے تاکہ مختلف قسم کے پرزے اور اجزاء بنائے جائیں۔اس عمل میں پاؤڈر شدہ دھاتوں جیسے لوہا، ایلومینیم، کانسی، سٹینلیس سٹیل اور کوبالٹ کو چکنا کرنے والے مادوں کے ساتھ ملانا اور بائنڈنگ ایجنٹوں کو اعلیٰ سطح کے دباؤ کا نشانہ بنانے سے پہلے شامل کرنا شامل ہے۔نتیجے میں بننے والے مرکب کو اس وقت تک گرم کیا جاتا ہے جب تک کہ مواد کیمیائی طور پر آپس میں مل نہ جائیں، جس سے ایسے حصے بن جاتے ہیں جو روایتی کاسٹڈ یا مشینی اجزاء سے زیادہ مضبوط ہوتے ہیں۔
اس کی استعداد کی وجہ سے، پاؤڈر میٹالرجی آٹوموٹو، ایرو اسپیس اور کنزیومر الیکٹرانک ایپلی کیشنز میں استعمال ہونے والے پیچیدہ حصوں کی تیاری کے لیے تیزی سے مقبول ہو گئی ہے۔
اعلی درجہ حرارت سڑنا کیا ہے؟
ہائی ٹمپریچر مولڈنگ ایک قسم کا انجیکشن مولڈنگ عمل ہے جو بلند درجہ حرارت اور دباؤ کو استعمال کرتے ہوئے اعلی طاقت اور استحکام کے ساتھ پرزے تیار کرتا ہے۔یہ عمل کچے تھرمو پلاسٹک مواد کو اس وقت تک گرم کرکے کام کرتا ہے جب تک کہ یہ پگھلا نہ جائے اور پھر اسے ایک بند مولڈ میں انجیکشن لگا کر جہاں اسے دباؤ میں رکھا جاتا ہے۔پگھلی ہوئی رال کی گرمی دباؤ کے ساتھ مل کر ٹھنڈا ہونے سے پہلے مواد کو مطلوبہ شکل میں بناتی ہے۔یہ عمل ایسے پیچیدہ حصوں کی تخلیق کی اجازت دیتا ہے جو انتہائی درجہ حرارت اور سنکنرن کیمیکلز کے خلاف مزاحم ہوتے ہیں، جو انہیں آٹوموٹیو، ایرو اسپیس، طبی آلات اور الیکٹرانکس جیسی صنعتوں میں استعمال کے لیے مثالی بناتے ہیں۔
عام پلاسٹک کے مواد میں شامل ہیں: PEEK، PPSU، ULTEM® (Polyetherimide، PEI)، Celazole®، Vespel®، Torlon® (Polyamide-imide) وغیرہ۔
اعلی درجہ حرارت سڑنا کے لئے سڑنا ڈیزائن
اعلی درجہ حرارت والے پلاسٹک کے لیے سانچوں کو ڈیزائن کرتے وقت یہ ضروری ہے کہ گرمی کی منتقلی کے چینلز کو شامل کیا جائے اور ساتھ ہی تھرمل پن کا استعمال یقینی بنایا جائے تاکہ یہ یقینی بنایا جا سکے کہ انجیکشن مولڈنگ کے عمل کے دوران پلاسٹک یکساں طور پر ٹھنڈا ہو۔
مزید برآں، ایسے پرزے بنانے کے لیے صحیح مولڈ میٹریل کا انتخاب ضروری ہے جو بغیر وارپنگ یا کریکنگ کے انتہائی درجہ حرارت کو برداشت کر سکیں۔
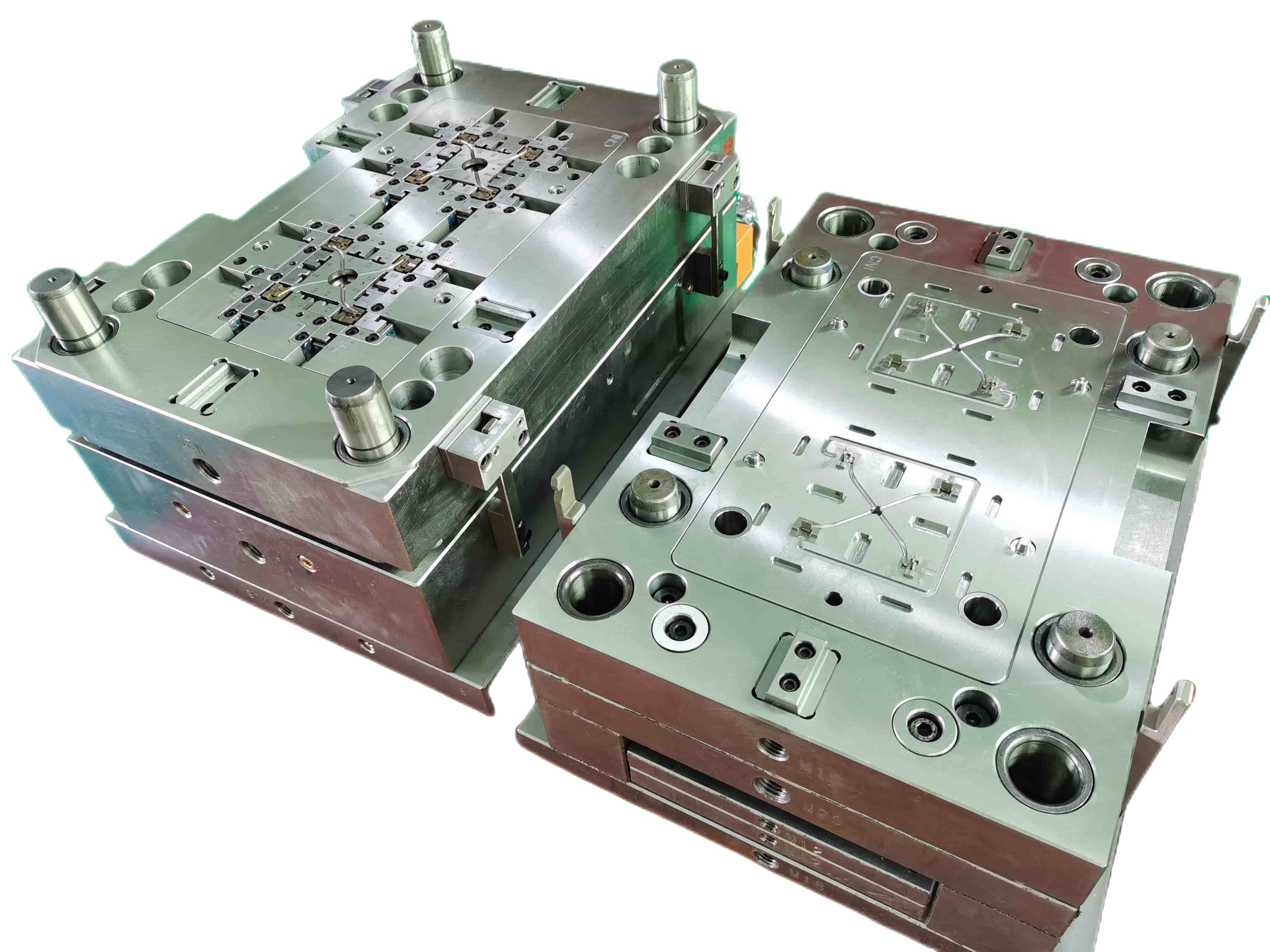
اس پروجیکٹ میں، ہم نے HRC 52~54 کے ساتھ S136 کا اسٹیل استعمال کیا، پیداوار کا حجم بہت زیادہ ہے، ہر روز 100000pcs حصوں کی ضرورت ہوتی تھی، اس لیے ہم نے 8 cavity مولڈ کا استعمال کیا اور مقدار کی درخواست کو پورا کرنے کے لیے بہت سی کاپیاں بنائیں۔ٹھنڈک کے لیے اسے تیل سے ٹھنڈا کیا جاتا ہے اور مولڈ کا درجہ حرارت 120 ڈگری تک پہنچ جاتا ہے۔سائیکل کا وقت 9 سیکنڈ ہے اور ہم نے حصوں کی رہائی کے لیے 2 سٹیپ ایجیکشن کا استعمال کیا۔اس حصے کو مولڈنگ کے بعد گرمی کا علاج کیا جائے گا۔



انجیکشن مولڈ ٹول 8 گہا ہائی درجہ حرارت انجیکشن مولڈ ہے۔
پلاسٹک پاؤڈر میٹالرجی مواد ہے اور مولڈ پرزوں کو ہیٹ ٹریٹمنٹ کی ضرورت ہوگی کیونکہ یہ موبائل کنیکٹر ہے۔
انجکشن مولڈنگ سائیکل کا وقت بہت کم ہے، ایک شاٹ کے لیے 9 سیکنڈ۔



ہم نے اس گاہک کے لیے بہت سے کاپی ٹولز بنائے ہیں۔ہمارے ڈیزائنرز بہت موثر کام کرتے ہیں، DFM کے لیے، یہ 1 دن کے اندر، 2D لے آؤٹ 2 دن کے اندر، اور 3D 3 دن کے اندر ختم ہو جاتا ہے۔
مولڈ مینوفیکچرنگ لیڈ ٹائم 4 ہفتے ہے۔
مولڈ ڈیزائن کے لیے، جب وقت بہت ضروری ہوتا ہے، ہم عام طور پر براہ راست DFM کے بعد 3D ڈرائنگ بناتے ہیں، لیکن یقیناً یہ صارفین کی منظوری پر مبنی ہونی چاہیے۔

2D لے آؤٹ

3D مولڈ ڈیزائن

3D مولڈ ڈیزائن
عمومی سوالات
ہمارا بنیادی کاروبار پلاسٹک انجیکشن مولڈ میکنگ، ڈائی کاسٹ مولڈ میکنگ، پلاسٹک انجیکشن مولڈنگ، ڈائی کاسٹنگ (ایلومینیم)، پریزیشن مشیننگ اور تیز رفتار پروٹو ٹائپنگ ہے۔ہم ویلیو ایڈڈ پراڈکٹس بھی فراہم کرتے ہیں جن میں سلکان پارٹس، میٹل اسٹیمپنگ پارٹس، اخراج کے پرزے اور سٹینیل شامل ہیں
نہیں، ہم ایک حقیقی مولڈ مینوفیکچرنگ اور پلاسٹک انجیکشن مولڈنگ فیکٹری ہیں۔اگر ضرورت ہو تو ہم حوالہ اور کوئی دوسری معلومات کے لیے رجسٹریشن کی تصویر فراہم کر سکتے ہیں۔دریں اثنا، آپ ہم سے کسی بھی وقت مل سکتے ہیں، یہاں تک کہ کوئی ملاقات بھی نہیں۔
سن ٹائم ٹیم 24/7 سروس ورکنگ اسٹائل فراہم کرتی ہے۔چینی عوامی تعطیلات کے لیے، ہمارے سیلز اور انجینئرز آپ کی کسی بھی ہنگامی صورتحال کے لیے اوور ٹائم کام لے سکتے ہیں۔اور جب ضروری ہو تو، ہم کارکنوں سے چھٹیوں کے دوران دن کی شفٹ اور رات کی شفٹوں میں اوور ٹائم کام کرنے کے لیے کہیں گے تاکہ آپ کی فوری ضروریات کو پورا کیا جا سکے۔
ہمارے پاس عالمی مارکیٹ میں برآمد کرنے کا دس سال سے زیادہ کا تجربہ ہے، برآمد شدہ پلاسٹک انجیکشن مولڈ، ڈائی کاسٹ مولڈ، ڈائی کاسٹنگ پارٹس، پلاسٹک انجیکشن مولڈ پروڈکٹس اور سی این سی مشینی اجزاء وغیرہ۔
مولڈ مینوفیکچرنگ کے لیے، ہمارے پاس CNC، EDM، پیسنے والی مشینیں، ملنگ مشینیں، ڈرلنگ مشینیں وغیرہ ہیں۔اپنی مرضی کے مطابق پلاسٹک مولڈنگ کے لیے، ہمارے پاس 90 ٹن سے 400 ٹن تک 4 انجیکشن مشینیں ہیں۔معیار کے معائنے کے لیے، ہمارے پاس مسدس CMM، پروجیکٹر، سختی ٹیسٹر، اونچائی گیج، ورنیئر کیلیپر وغیرہ ہیں۔











